网站首页 > 本科单招学校 > 四川工程职业技术大学 正文


四川工程职业技术大学
是四川省第一所公办职业本科高校
学校秉承“科学、民主、求实、创新”的校训
以匠心,传道业,育英才

四川工程职业技术大学
是一所什么样的学校?




02
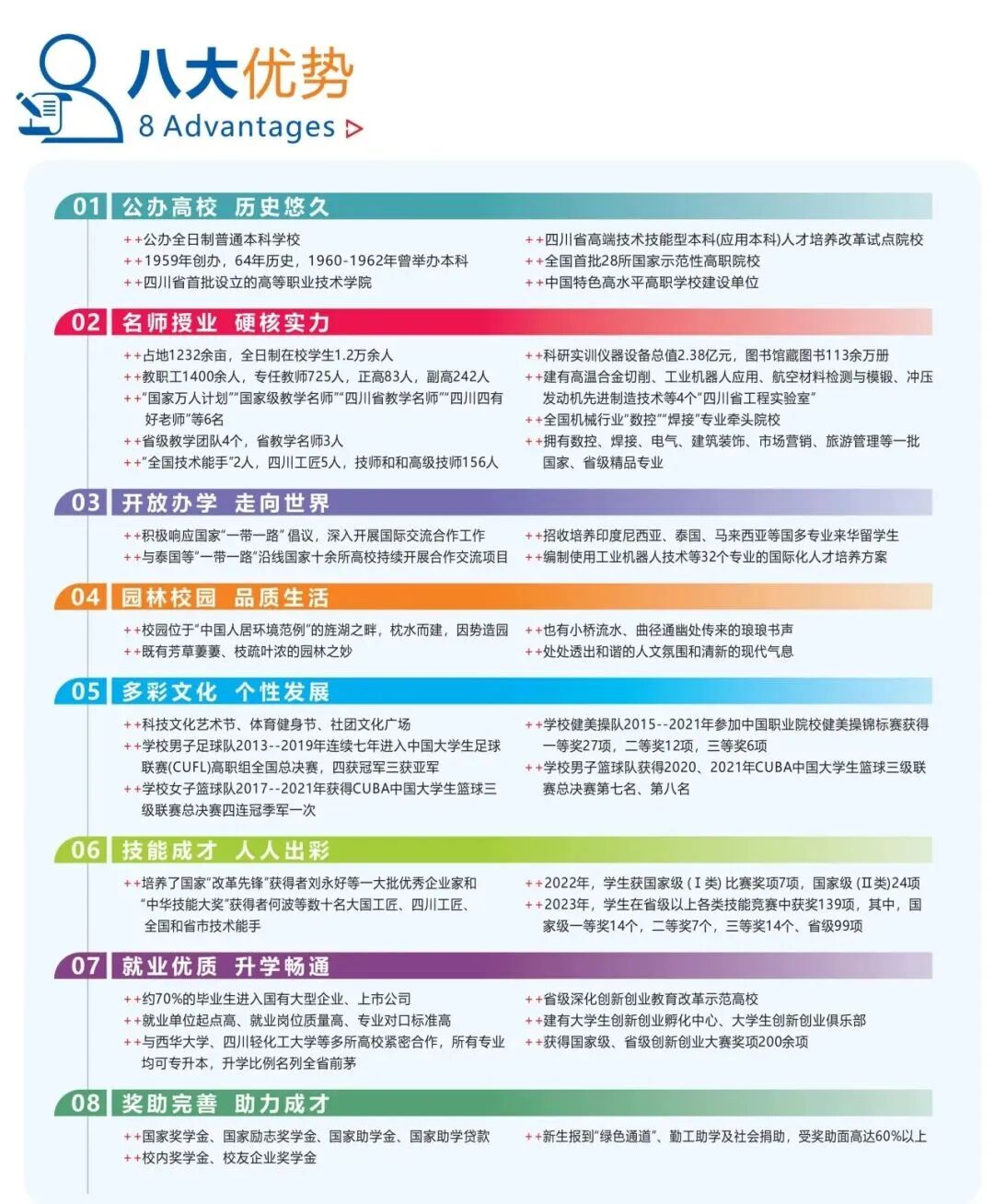
为什么要就读四川工程职业技术大学?
学校有三大亮点,八大优势

03
怎么选择专业呢?
明晰的招生计划
详尽的专业介绍
理工科特色、文管类并重
助你选择一个适合自己的专业

04
毕业后去哪里?
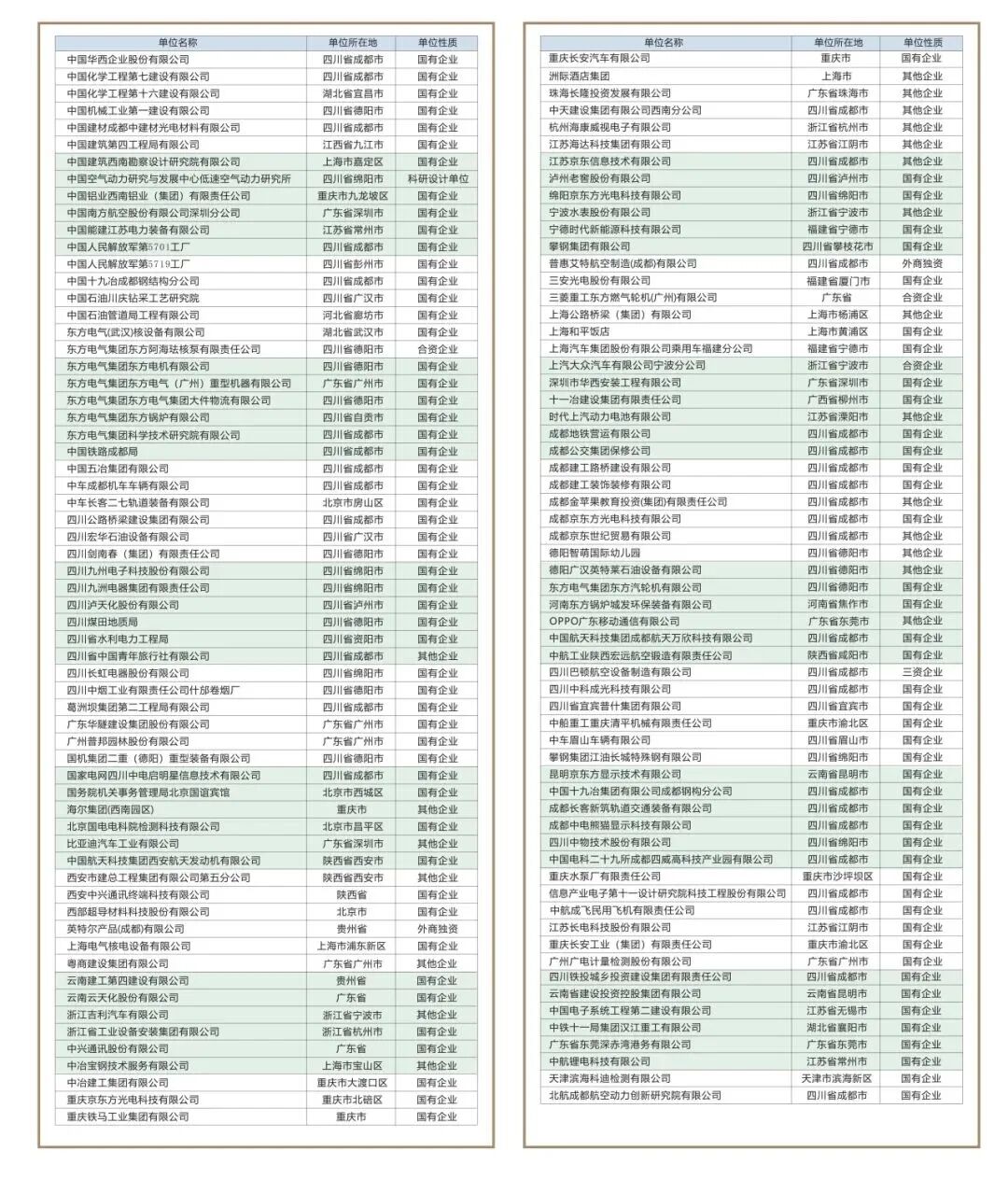
毕业后去哪儿就业?
大型央企、国企、航天、军工企业
等你而来
民营企业、自主创业
……
皆有四川工程人的风采

05
学校的奖助补?
国家奖学金
国家励志奖学金
国家助学金
企业奖学金
企业助学金
各类奖助补政策一应俱全
绝不会让一位学生因家庭困难而失学!

06
多彩多姿的校园生活
千亩校园枕水而建,因势造园
既有芳草萋萋、枝疏叶浓的园林之妙
又有小桥流水、曲径通幽处传来的琅琅书声……
这里有优美的校园风景和教学设施
为你提供良好的学习环境




这里有四大省级工程实验室
这里有名师济济



这里有丰富多彩的校园活动
职业技能大赛、巴哈大赛、
校园歌手大赛、微电影大赛、合唱比赛……
等你来参加





四川工程职业技术大学2024年单招录取分数线:

2027年单招升学补习登记:
猜你喜欢
- 2026-07-11 四川工程职业技术大学2024年单招报考指南和单招录取分数线
- 406℃成都航空职业技术学院2024年报考指南
- 401℃绵阳飞行职业学院2024单招简章(含单招计划、单招专业)和单招录取分数线
- 400℃西南交通大学希望学院2024年单招简章(含招生专业、招生计划)和单招录取分数线
- 400℃四川汽车职业技术学院2024年单招报考指南(含单招专业、单招计划)和单招录取分数线
- 397℃成都航空职业技术大学2026年单独招生概况
- 394℃四川城市职业学院2024年单招计划、单招专业和单招录取分数线汇总
- 394℃泸州医疗器械职业学院2024单招报考指南(含单招专业、单招计划)和单招录取分数线
- 390℃遂宁能源职业学院2024年高职单招招生计划、单招专业和单招录取分数线
- 07-11宜宾职业技术学院2024年单招章程(含单招计划)以及2024年单招录取分数线
- 07-11成都艺术职业大学2024年单招章程和2024单招录取分数线
- 07-11绵阳职业技术学院2024年高职单招指南(单招简章)和单招录取分数线
- 07-112024年四川工商职业技术学院单独招生简章和单招录取分数线
- 07-11四川建筑职业技术学院2024年单招简章分专业和计划以及单招录取分数线
- 07-11四川国际标榜职业学院2024年单招简章和单招录取分数线
- 07-11四川工程职业技术大学2024年单招报考指南和单招录取分数线
- 07-11四川电力职业技术学院2024年高职单独考试招生章程(含单招计划)和2024年单招录取分数线
- 2024年单招咨询
-
- 搜索
- 标签列表
-
- 文章归档